Download ![]()
EXTERNAL RECESSING HEADS –
MODEL AEW
|
Download |
| Facts | ||
 |
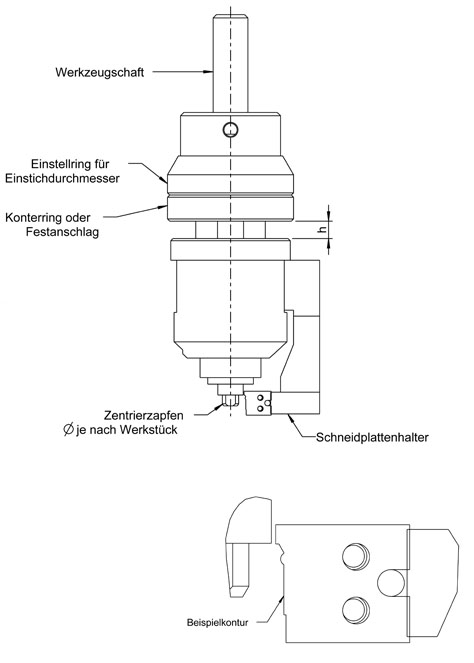
Application On drilling machines, jig and horizontal boring machines, milling machines, lathes, transfer lines and special purpose machines.
Function With the work spindle rotating, the tool makes contact with the workpiece or a fixture. At this instant the centering ring, which ist mounted on ball bearings, stops and now the longitudinal movement of the work spindle commences in a cross movement of the tool slide. The ratio of the spindle feed to the radial movement is 2:1. Recessing occurs as the feed movement of the work spindle continues to take place. The recess diameter can be set by means of the setting collar and check ring. When recessing, the tool is pushed together by the adjustable tool travel ”h”. When the check ring contacts the lower part, the recessing operation has ended and the work spindle moves back. Before the recessing tool lifts away from the workpiece, the cutting tool moves out of the groove.
Extras
|
|